對于鑄鐵平臺在使用過程中可能會出現(xiàn)劃痕、變形等問題,及時修復能恢復其功能。對于輕微劃痕,可先用細砂紙輕輕打磨劃痕表面,去除毛刺和雜質(zhì),然后用研磨膏進行拋光,使表面恢復平整光滑;若劃痕較深,可采用補焊的方法,選用與平臺材質(zhì)相近的焊條進行焊接,焊后進行打磨和拋光,確保表面平整,同時要注意控制焊接溫度,避免因受熱不均導致平臺變形。
當平臺出現(xiàn)輕微變形時,可通過人工矯正的方法,利用千斤頂、壓力機等工具對變形部位施加反向力,緩慢矯正,矯正過程中要不斷測量平臺的精度,防止過度矯正;若變形較為嚴重,建議聯(lián)系專業(yè)的生產(chǎn)廠家進行修復,廠家可通過熱處理、機械加工等方法對平臺進行矯正和精度恢復。
需要注意的是,修復后的平臺要進行精度檢測,確保其符合使用要求后才能繼續(xù)使用。
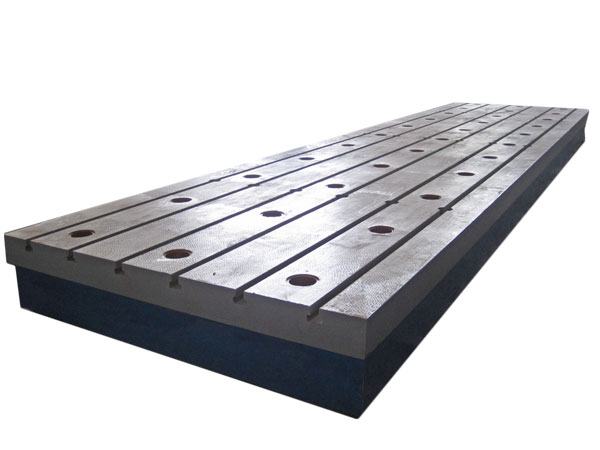
焊接平臺的核心規(guī)格參數(shù)詳解
做加工的選擇焊接平臺,選不對易變形、精度不足影響加工,還會增加返工成本。無需被專業(yè)術語困擾,核心只需關注三點:材質(zhì)、精度、承載重量。本文用直白語言說明不同場景的選擇方法,幫助快速匹配自身需求。.....
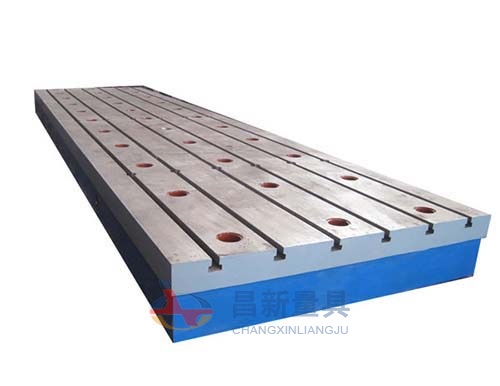
焊接平臺尺寸選型指南:如何匹配工件大小與作業(yè)場景
一、核心選型原則平臺實際可用面積需比工件最大平放面積多留合理余量,常規(guī)場景留 30% 操作空間(含夾具安裝、工件微調(diào)),特殊場景(變位機配合、異形件焊接)留 50%,避免焊接時發(fā)生干涉。二、分場景選型方法(附實例)場景 1:單件小工件焊接(如支架、小型法蘭)工件特點尺寸小(常見 300mm×500mm、400mm×600mm),........
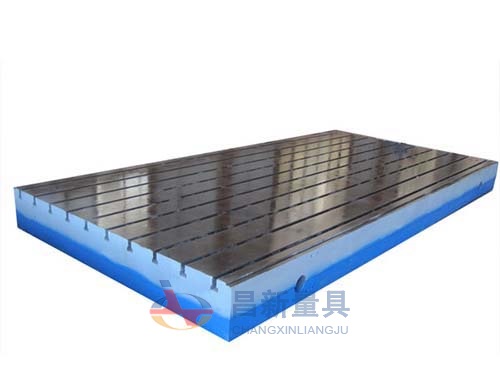
焊接平臺安裝調(diào)試指南
一、安裝前準備(3 項核心檢查)1.場地要求:地面需平整(高低差≤5mm/㎡),承重能力≥平臺額定承重的 1.2 倍(如 2000kg/㎡平臺,地面需能承受 2400kg/㎡);遠離振動源(如沖床、切割機),避免焊接時平臺共振;預留操作空間:平臺四周至少留 80cm 通道,方便調(diào)試和焊接作業(yè)。2.工具準備:框式水平儀(精度 0.02mm/m,........
鑄鐵平臺的保養(yǎng)方法有哪些?能延長使用壽命嗎?
做好鑄鐵平臺的保養(yǎng)工作,不僅能保持其精度,還能顯著延長使用壽命。日常保養(yǎng)需注意以下幾點:清潔方面,每次使用后要及時清除平臺表面的灰塵、油污和雜物,可用干凈的抹布蘸取中性清潔劑擦拭,避免使用腐蝕性強的化學藥劑;防銹處理,長期不使用時,需在平臺表面涂抹防銹油,并覆蓋防潮紙;放置規(guī)范,應將平臺放在平整........
鑄鐵平臺生產(chǎn)全工序解析:從原料到成品的精度把控
鑄鐵平臺作為工業(yè)測量、裝配的基準裝備,其性能與精度取決于生產(chǎn)全流程的每一個細節(jié)。建新鑄造通過二十余年的工藝積淀,形成了一套涵蓋原料篩選、熔煉控制、鑄造成型、熱處理時效、精密加工及質(zhì)量檢測的全工序管控體系,確保每臺平臺的平面度、硬度等關鍵指標達到行業(yè)領先水平。原料篩選:奠定品質(zhì)基石的第一道防線鑄鐵........
鑄鐵平臺為什么會出現(xiàn)精度誤差?如何避免?
在鑄鐵平臺的使用過程中,精度誤差是客戶極為關注的問題。造成精度誤差的原因主要有以下幾點:首先,材料選擇不當會影響平臺的穩(wěn)定性,若鑄鐵材料的強度和硬度不足,在長期使用中易發(fā)生變形,進而導致精度下降;其次,加工工藝不規(guī)范,比如鑄造時冷卻速度不均勻,會使平臺內(nèi)部存在應力,后續(xù)加工時就可能出現(xiàn)精度偏差;........
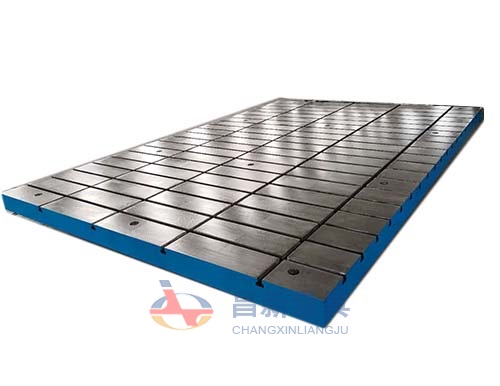
不同類型的鑄鐵平臺在機械加工中的應用案例
鑄鐵基礎平臺按其結(jié)構(gòu)特點和功能可分為普通鑄鐵平臺、T 型槽鑄鐵平臺、鉚焊鑄鐵平臺等,以下是不同類型的鑄鐵基礎平臺在機械加工中的應用案例:普通鑄鐵平臺小型模具加工:在小型模具制造企業(yè),加工精度較高的小型注塑模具時,常使用普通鑄鐵平臺。如生產(chǎn)手機外殼模具,將模具坯料放置在普通鑄鐵平臺上,利用平臺的高精........
鑄鐵平臺材質(zhì)選擇指南:從特性到場景的精準匹配
鑄鐵平臺作為工業(yè)生產(chǎn)中不可或缺的基礎裝備,其材質(zhì)選擇直接決定了使用性能、壽命和適用場景。市場上常見的鑄鐵平臺材質(zhì)主要有灰鑄鐵和球墨鑄鐵兩大類,二者在成分、性能和應用上存在顯著差異。掌握不同材質(zhì)的特性,結(jié)合實際需求進行選擇,才能實現(xiàn)設備效能的最大化。灰鑄鐵:性價比之選,適配常規(guī)工業(yè)場景灰鑄鐵是目前........