2.1.1 基本術語
1.尺寸
用特定單位表示長度值的數字。
(1)基本尺寸。設計給定的尺寸。
(2)實際尺寸。通過測量所得的尺寸。由于存在測量誤差,所以實際尺寸并非尺寸的真值。
(3)極限尺寸。允許尺寸變化的兩個界限值,它以基本尺寸為基數來確定。兩個界限值中較大的一個稱為最大極限尺寸;較小的一個稱為最小極限尺寸。
(4)作用尺寸。孔(軸)的在配合面的全長上,與實際孔(軸)內(外)接的最大理想軸(孔)尺寸,稱為孔(軸)的作用尺寸。
2.誤差
(1)尺寸公差。允許尺寸的變動量。
(2)標準公差。在《公差與配合》國家標準公差數值表中所列的、用以確定公差帶大小的任一公差。
(3)基本偏差。用以確定公差帶相對于零線位置的上偏差或下偏差,一般為靠近零線的那個偏差。
(4)系統誤差。相同條件下多次測量同一量時,誤差的大小和正、負保持不變,或隨條件變化而按某種確定的規律變化的誤差。
(5)隨機誤差(亦稱偶然誤差)。相同條件下多次測量同一量時,誤差變化無明顯規律、當測量次數無限增大時誤差呈正態分布的誤差。
(6)粗大誤差。主要由操作者主觀原因造成的,或外界環境突變時導致的誤差。
(7)示值誤差。指測量器具上的示值與被測量真值的代數差。一般來說,示值誤差越小,測量器具的精度越高。
3.檢測相關術語
(1)不確定度。由于測量誤差的存在而使測量結果不能確定的程度,即表征測量結果分散性的極限。一般以測量“標準偏差”σ 表征。其置信區間(測量誤差極限)取±2σ 或±3σ,其概率分別為95.45%和99.73%。
(2)最大實體狀態(簡稱MMC)。孔或軸具有允許的材料量最多時的狀態。
(3)最小實體狀態(簡稱LMC)。孔或軸具有允許的材料量最少時的狀態。
(3)修正值。為了消除或減少系統誤差,用代數法加到未修正測量結果上的數值。其大小與示值誤差的絕對值相等,符號相反。
(4)分辨率。指測量器具所能顯示的最末一位數所代表的量值。
(5)靈敏度。指測量器具對測量變化的響應變化能力。
(6)示值范圍。指測量器具所能顯示(或指示)的被測量最小值到最大值的范圍。
(7)測量范圍。指測量器具所能測出的最小值到最大值的范圍。有些計量器具的測量范圍和示值范圍是相同的。
(8)被測量。指測量對象,包括被測零件的長度、角度、幾何形狀、相互位置以及表面粗糙度等幾何量。
(9)測量。一般指確定被測對象的量值而進行的實驗過程。即將一個被測量與一個作為測量單位的標準量進行比較,確定測量對象是標準單位量的若干倍或幾分之幾。
(10)測量重復性。指在相同的測量條件下,對同一被測“量”進行多次測量時,各測量結果之間的一致性。通常以測量重復性的極限值(正負偏差)來表示。
(11)檢驗與測量的區別。“檢驗”比“測量”的含義更廣泛一些。對于零件幾何量的檢驗,通常只判斷被測零件是否在合格范圍內確定其是否合格,而不一定要確定其具體的測量值。對于金屬內部質量的檢驗、表面裂紋的檢驗等,則不能用“測量”這一概念。
昌新量具-優質鑄造產品可定制生產加工
鑄件毛坯檢測相關知識
鑄造適用于床身、支架、變速箱、缸體、泵體等形狀較復雜的零件毛坯,我們生產的鑄鐵平臺也是通過鑄造而來,符合鑄造行業的基本規范。鑄件的制造方法主要有砂型鑄造、金屬型鑄造、壓力鑄造、熔模鑄造、離心鑄造等。較常用的是砂型鑄造。當毛坯精度要求低、生產批量較小時,采用木模手工造型;當毛坯精度要求較高且產量很........
鑄鐵平臺的保養和檢測方法
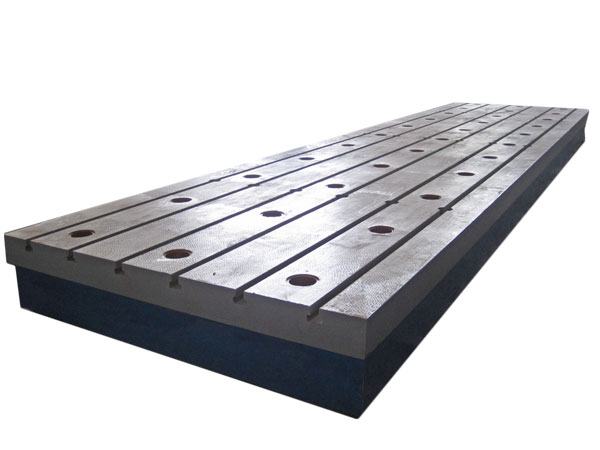
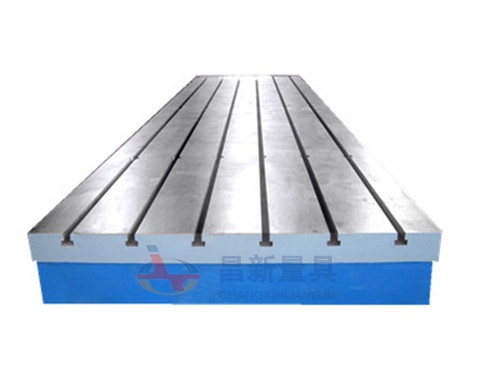
鑄鐵平板又稱鑄鐵平臺,外觀基本上是箱體式,工作面有長方形、正方形、圓形等,材料為HT200-300,QT400-600,采用刮研工藝,工作面上可加工V形、T形、U形槽、燕尾槽、圓孔、長孔等,是用于工件、設備檢測、劃線、裝配、焊接、組裝、鉚焊的平面基準量具.....
檢測平臺的用途
檢測平臺 -用途檢測平臺是為生產車間或計量部門做精密測量用的基準平面;而劃線平臺是為生產中做劃線用的基準平面。雖然這兩種平板都是基準平面,但是它們的加工方法、平面 精度、功能作用是不同的。專用于涂色法的檢驗平板工作面需刮研;其他用途的檢驗一板工作面需刮、磨或研;劃線平板工作面劍光即可。由此可見,檢測平板的平面精度高于劃線平板。檢測平板實用性采用灰口鑄鐵或合金鑄鐵等材料制成,材料為高強度鑄鐵HT200-250。檢測平板經過人工處理后,使其精度穩定,耐磨性能變好。對20塊平板所做的磨.....
檢測平臺的精度劃分
檢測平臺的平面度可分為:①AA級:其平面度(μm)= 1+1.6D2 (D為平臺對角線長或直徑),用于高度精密 之測定之用, 常用于實驗室。② A級:其平面度為AA級之兩倍誤差,常用于工具檢驗室作精密量具之檢驗之用。③ B級:其平面度為AA級之四倍誤差,常用于工具檢驗室或在現場檢驗量具或劃線之用檢驗平板精度:按國家標準計量檢定規程執行,分別為0,1,2,3級四個級別。.....
鑄鐵平臺的檢測特點
正因為鑄鐵平臺檢測法測量簡單,經濟,能保證一定的測量精度,能測量一些通用量儀器難以測量的工件,因而得到了廣泛的應用。鑄鐵平臺是作為精密測量或劃線用的基準平面,因此平板工作面的平面度就代表了平板質量的主要精度指標。鑄鐵平臺工作面的平面度是指包容實際表面且距離為最小的兩平行平面間的距離。將平板工作面平面度公差允許值,按其數值大小分成幾個級別,稱為平板平面度準確度。至于應分成幾個級別,按什么規律分布公差數值,各國平板標準都不一樣。.....
檢測平臺用途和它的合格標準如何判斷
檢測平臺(檢測平板)的用途檢測平臺又稱鑄鐵檢測平板,它的用途很廣泛,應用于電站、船舶、科研、環保、航空、汽車、農機、冶金、機械、化工、電器、儀表、醫療器械、五金等生產領域。在生產領域機械制造中主要用于:1.各種檢驗工作,精密測量用的基準平面;2.機床機械檢驗測量基準;3.檢查零件的尺寸精度或形為偏差,并作緊密劃線。檢測平臺(檢測平板)的合格標準1、工作表面不應有銹跡、劃痕、碰傷及其他影響使用的外觀缺陷。2、工作表面不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造缺陷。各種鑄造表面應清除.....
導致檢測平臺變形因素
檢測平臺 -導致檢測平臺變形因素鑄鐵平臺/鑄鐵平板鑄造時外界環境驟變造成鑄鐵平板變形,例如:溫度驟冷驟熱是鑄鐵平板冷卻不均勻造成變形。鑄鐵平臺/鑄鐵平板使用方法不當造成變形,例如:碰撞、壓砸、摔碰擠壓等都可能造成平板變形。鑄鐵平臺/鑄鐵平板維護保養不當造成變形,例如:存放時將其它重物放在平板上,長期使平板受力不均勻造成變形,鑄鐵平臺鑄造工藝及不規范圖紙設計不合理造成變形。鑄鐵平臺/鑄鐵平板冷卻過程中產生的鑄造應力超過了材料在該溫度下的屈服強度,產生殘留導致變形。平板模具.....
鑄鐵平板平面度誤差檢測
鑄鐵平板平面度誤差是指被測實際表面相對其理想平面的變動量,理想平面的位置應符合最小條件,平面度誤差屬于形位誤差中的形狀誤差。鑄鐵平板平面度誤差測量的常用方法有如下幾種:1、平晶干涉法:用光學平晶的工作面體現理想平面,直接以干涉條紋的彎曲程度確定被測表面的平面度誤差值。主要用于測量小平面,如鑄鐵平板的工作面和千分尺測頭測量面的平面度誤差。2、打表測量法:打表測量法是將被測零件和測微計放在標準平板上,以標準平板作為測量基準面,用測微計沿實際表面逐點或沿幾條直線方向進行測量。打表測量法按評定基準面分.....